





Rückstromsperre (RSP)
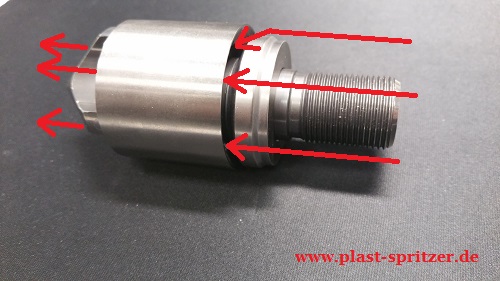
Die Rückstromsperre verhindert beim Einspritzen und Nachdrücken, dass das Massevolumen vor der Schnecke zurück in die Schneckengänge fließt, sodass die Schnecke als Kolben fungiert. Die Rückstromsperre sitzt am Schneckenende und besteht gewöhnlich aus drei Teilen: Der Spitze oder auch Schneckenspitze genannt, dem Sperrring und dem Druckring. Der Sperrring sitzt auf der Schneckenspitze und vor dem Druckring und beide gemeinsam fungieren als Anschlag. Wird dosiert, so drückt die Schmelze den Sperrring an die Schneckenspitze, sodass ein Spalt zwischen dem Sperrring und dem Druckring entsteht (Sperrringhub), durch den die Schmelze fließen kann. Wird eingespritzt, presst sich der Sperrring an den Druckring und verschließt so die Schneckengänge. Der Abstand zwischen dem Sperrring und dem Zylinder wird als Schneckenspiel bezeichnet. Es gibt verschiedene Ausführungen der RSP. Sperrring oder Druckring wird über Flügel (3 oder 4 Füsschen) abgestützt, oder das Verschließen des Schmelzestroms über eine (Ein-Kugel-RSP) oder mehrere Kugeln (Mehr-Kugel-RSP) gelöst.

Bewegung des Sperrings
Der Sperring ist beim Einspritzen in der hinteren Stellung (RSP geschlossen),
weil er durch den ansteigenden Druck im Schneckenvorraum nach hinten
geschoben wird.

Beim Plastifizieren ist er vorn (RSP offen), weil er durch geförderte Schmelze
vorgedrückt wird und die Schmelze dann in den Schneckenvorraum gelangen
kann.
Einbauweise der Rückstromsperre an die Schnecke
Falsche Einbauweise (Sperring falsch herum).

Richtige Einbauweise (Sperring richtig herum).

Woran merke ich in einer laufenden Produktion, dass die Rückstromsperre gewechselt werden muss bzw. defekt ist?
Eine defekte Rückstromsperre fällt dadurch auf, dass der Arbeitshub des Absperringes bei einer abgenutzen Rückstromsperre nicht mehr reproduzierbar ist. Daraus folgt das die Schwankungen des Massepolsters sehr stark werden und die Massepolstertoleranz ständig überschritten wird.
In den meisten Fällen drückt das Massepolster bis auf annähernd 0cm³ durch und die Kavität im Werkzeug bleibt meist halb leer oder schwach gefüllt. Die ganze Formmasse die nicht in die WKZ-Kavität gespritz wird, gelangt über die nicht mehr abdichtene Rückstromsperre zurück in den hinteren Bereich des Zylinders.
Bei feststellbarem Verschleiß wird ausgetauscht.
Als präventiv Maßnahme kann man z.B. die RSP in einem festen Intervall
wechseln unabhängig vom Verschleiß. Dieser Intervall richtet sich nach
dem zu verarbeitenden Kunststoff - bei GF Kunststoffen ist der
Verschleiß höher wie bei Kunststoffen ohne. Solche Dinge sind dann bei
der Festlegung des Intervalls zu beachten. (Intern festgelegter Betriebs- und Firmenintervall).
Rückstromsperre prüfen
Die Prüfung der RSP kommt immer auf den Anwendungsfall an.
Eine Methode lässt sich prima beim Kaltkanal einsetzen:
Anguss in das Angusssystem einsetzen, Maschine in Halbautomatik starten
und dann, wenn der Einspritzvorgang startet und die Schnecke nicht nach
einem angemessenen Weg (ca. 0,5 - 1 D) stehen bleibt, auf "Hand"
schalten, sonst kann es Probleme mit einem verklebten Einzug geben.
Bleibt die Schnecke nicht stehen, ist die RSP oder der Zylinder nicht mehr in Ordnung und sollte genauer überprüft werden.
Bei einem Heißkanalsystem geht das bedingt mit niedrigerer
Temperatur. Aber Achtung: den Spritzdruck etwas senken, dass der Heisskanal
nicht so leidet. Oder einen "Vorsatz" anfertigen (Metallplatte mit Radius
für die Düse), der vor die Angußbuchse bei Heisskanal Werkzeugen
gesetzt wird (Druck wird in den Randbereich abgeleitet und nicht auf den Heisskanal). Dann könnte man das Aggregat vorfahren und einspritzen. So kann die RSP bei Heisskanal Werkzeugen überprüft werden, ohne den Heisskanal zu belasten.
Das Massepolster prüfen ist eine weitere Methode. Sind dort große
Unterschiede von Schuß zu Schuß zu erkennen, könnte dies auf eine
verschlissene RSP hindeuten. Vorausgesetzt das System (Werkzeug, Anguß,
Düse) sind dicht.
Wenn immer der gleiche Artikel (Werkzeug) auf der Maschine läuft kann
man über die Polsterüberwachung den Verschleiß der RSP überwachen. Wenn
ein bestimmtes Massepolster unterschritten wird, sollte man sich die RSP
genauer anschauen.
Wenn das Massepolster große Schwankungen aufweist, könnte dies aber auch
an einer sehr langsamen Einspritzgeschwindigkeit liegen. Dann sollte versucht werden, so Bauteiltechnisch möglich, die erste
Einspritzstufe schnell einzustellen.
Man beachte, bei Heisskanal Werkzeugen schwankt das Massepolster mehr als bei Kaltkanal Werkezugen.
Bei Heisskanal Werkzeugen sind mehr Einflußfaktoren vorhanden, die das Massepolster beeinflussen können (Temperatur, Volumen, Kompressibilität usw).
Wenn man Rückschlüsse auf die Qualität/Funktionalität der RSP ziehen
möchte sollten diese Einflußfaktoren eliminiert werden.
Zuletzt geändert 02.02.16


























