





Das Spritzgießverfahren eignet sich wie kaum ein anderes
Urformverfahren zur Herstellung von Massenartikeln, da es
in kürzester Zeit direkt vom Rohstoff zum Fertigteil führt.
Die Formteile erfordern keine oder nur geringe Nacharbeit. Auch
Spritzlinge komplizierter Formen lassen sich in einem Arbeitsgang
vollautomatisch herstellen. Im Spritzguss werden außer Thermoplaste
auch Duromere und Elastomere verarbeitet,
wobei die anfallenden Aushärtungs- bzw. Vulkanisationsvorgänge im Werkzeug durchgeführt werden.
Beim Spritzgießen werden fast ausschließlich Kunststoffe verarbeitet. Diese lassen sich in Thermoplaste, Duroplaste und Elastomere unterteilen. Alle drei Materialarten können im Spritzgussverfahren verwendet werden, wobei das Thermoplast-Spritzgießen die größte wirtschaftliche Bedeutung hat. Es ist das am häufigsten verwendete Kunststoffverarbeitungsverfahren überhaupt.
Das Spritzgießverfahren dient zur vollautomatischen Herstellung
von Formteilen. Etwa 60% aller Kunststoffverarbeitungsmaschinen
sind Spritzgießmaschinen (Extruder 30%).
Das Spritzgießverfahren ist das für thermoplastisch verarbeitbare
Kunststoffe bei weitem wichtigste Verfahren zur Herstellung von
Formteilen. Fertigteile von weniger als 1 mg bis zu mehr als 10 kg
können mit Zykluszeiten von Sekunden bis zu mehreren Minuten
mit einem Minimum an Nachbearbeitungsaufwand hergestellt
werden.
Spritzgießmaschine
Wichtigste Grundtypen sind die Kolben- und die Schnecken -
Spritzgießmaschine.
Beide Maschinen haben als Hauptbestandteile eine Spritz und eine
Schließeinheit.
Die Schließeinheit besitzt zwei Werkzeugaufspannplatten,
auf denen das Spritzgießwerkzeug montiert wird, und eine mechanisch
oder hydraulisch wirkende Werkzeugschließvorrichtung, die über die bewegliche
Werkzeugaufspannplatte das Werkzeug schließt, gegen den Einspritzdruck geschlossen hält, das Werkzeug öffnet und einen Auswerfmechanismus steuert.
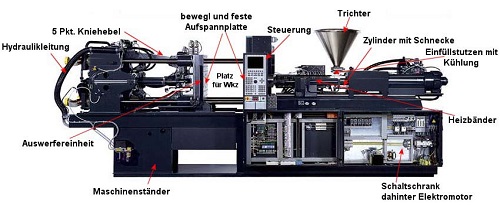
Bild: Kunststoffschule.de
einer Schneckenspritzgießmaschine. Bei der Kolbenspritzgießmaschine muss
die Formmasse, ehe sie vom Trichter in den Zylinder gelangt, durch eine
Volumen- oder Gewichtsdosierung abgemessen werden. Dagegen wird die
Dosierung bei der Schneckenmaschine durch den Hubweg der Schnecke
besorgt. Bei der Kolbenmaschine wird die Masse durch den im Zylinder hin
und her beweglichen Kolben zur Spritzdüse am Zylinderende gefördert und
in die Werkzeughöhlung gespritzt. In der Schneckenmaschine wird die
Formmasse durch die Schneckenrotation zur Düse gefördert, wobei die
Schnecke sich gleichzeitig rückwärts bewegt.
Das Einspritzen der Masse erfolgt durch einen axialen Vorschub der Schnecke
um einen eingestellten Hub (Dosierweg). Während die Erwärmung der
Formmasse in der Kolbenmaschine fast ausschließlich durch Wärmeleitung
im vorgeheizten Zylinder erfolgt, wird in der Schneckenmaschine ein
erheblicher Anteil Wärmeenergie durch die Schneckenrotation als
Friktionswärme in der Masse erzeugt. Dies führt zu einer besseren
Temperaturhomogenisierung der Formmasse. Die Schneckenmaschine
ist daher vielseitiger anwendbar und führt zu einem höheren Qualitätsniveau.
Vor allem größere Formteile werden wegen der besseren Homogenisierung
fast ausschließlich auf Schneckenmaschinen hergestellt.
Weitere Formungsverfahren, die mit einer Spritzgießmaschine, jedoch
urter Anwendung geeigneter Werkzeuge bzw. von Zusatzvorrichtungen
durchgeführt werden können, sind:
Spritzprägen zur Herstellung orientierungsarmer Teile,
Mehrkomponentenspritzguss
Gasinnendruckspritzguss für hohle Formteile
Spritzblasen zur Herstellung von Hohlkörpern.
Spritzvorgang
Plastifizieren
Die meist rieselfähige Formmasse gelangt vom Fülltrichter
über die Einfüllöffnung in den Raum zwischen Zylindermantel
und Schnecke.
Der Schneckenantrieb versetzt die Schnecke in Rotation,
wobei die Formmasse plastifiziert, komprimiert und in den
Schmelzeraum gefördert wird.
Dosieren
Durch den einstellbaren Rücklaufweg der Schnecke wird die
Masse dosiert.
Da das plastifizierte Material aus dem Sammelraum nicht ins
Freie treten kann und die Schnecke in ihrer Längsachse beweglich
gelagert ist, weicht sie solange nach hinten aus, bis der hintere
Endschalter betätigt wird, womit die Rotation und somit die
Förderung der Schnecke beendet wird.
Eine bestimmte Menge Material ist nun für den Formfüllvorgang vorbereitet.
Spritzen
Beim Formfüllvorgang (Spritzen) rückt die Schnecke vor und spritzt
unter Druck (Einspritzdruck) und mit hoher Geschwindigkeit
(Einspritzgeschwindigkeit) die plastische Masse in das geschlossene
kalte oder temperierte Werkzeug.
Das Vorrücken wird durch Einlassen von Öl in den Hydraulik - Spritzzylinder
bewirkt. Der vordere Endschalter beendet den Füllvorgang und leitet den
Nachdruckvorgang ein.
Nachdrücken
Infolge des Übergangs der Masse vom flüssig - plastischen in den festen
Zustand sowie der Abkühlung schrumpft die im Werkzeug befindliche Masse.
Zum Ausgleich dieser Volumenkontraktion, die zur Bildung von Einfallstellen
und Lunkern führen würde, drückt man unter weiterem Vorlaufen der Schnecke
bis fast in die vorderste Stellung unter der Wirkung des Nachdrucks weitere
Masse in das Werkzeug.
Nach Ablauf der gewählten Nachdruckzeit läuft die Schnecke unter Aufbau des
Staudrucks rotierend im Zylinder zurück und beginnt die für den nächsten
Schuss notwendige Masse zu plastifizieren. Zugleich wird die
Formmasse im Werkzeug abgekühlt bzw. ausgeheizt. Am Ende der gewählten
Kühl- bzw. Heizzeit wird das Werkzeug geöffnet und das Formteil entnommen
oder ausgeworfen. Nach erneutem Schließen des Werkzeugs durch die
Schließeinheit kann der nächste Schuss erfolgen, wenn inzwischen die
Spritzeinheit genügend plastische Masse dafür aufbereitet hat.
Phase 1: Einspritzen der vor der Schneckenspitze gesammelten
plastifizierten Formmasse durch axiale Verschiebung der
Schnecke. Unter hohem Druck, bis über 1000 bar, strömt die
Schmelze durch Düse und Angießkanal in das gekühlte
Werkzeug, das sich vom Anschnitt her füllt. Die
Schließkraft der Schließeinheit verhindert, dass sich das
Werkzeug unter der Wirkung des hohen Einspritzdrucks öffnet
Phase 2: Die Schmelze hat die Werkzeughöhlung
gefüllt und erstarrt durch die Abkühlung.
Zum Ausgleich der dabei entstehenden
Volumenverringerung der Formmasse wird unter der
Wirkung des Nachdrucks Schmelze aus dem Spritzzylinder
in das Werkzeug nachgefördert. Am Ende der Nachdruckzeit,
während der Spritzling weiter abkühlt, beginnt die Schnecke
zu rotieren und zu plastifizieren, bis sich vor der Schneckenspitze
wieder genügend Schmelze für den nächsten Einspritzvorgang
angesammelt hat.
Phase 3: Die Schließeinheit öffnet das Werkzeug. Der fertige
Spritzling (Formteil und Anguss) wird ausgeworfen. Die Schnecke
hat den hinteren Dosierendschaltererreicht, der den Schneckenantrieb
abschaltet und damit das Volumen der plastifizierten Schmelze begrenzt.
Das Werkzeug schließt sich für einen neuen Arbeitszyklus.
Bedeutung des Nachdrucks
Die Schmelze soll schnell in die Form gespritzt werden. In dieser
Zeit braucht man also einen möglichst hohen Druck. Kurz bevor die
Form gefüllt ist, sollte der Druck aber reduziert werden, damit sich
nach der Formfüllung kein zu hoher Druck in der Form aufbaut.
Sonst werden die Formhälften auseinandergetrieben, und das
Spritzgussteil erhält möglicherweise zu hohe innere Spannungen.
Einen gewissen Druck brauchen wir aber noch im Zylinder, um durch
Nachschub von Schmelze die Schwindung das Massevolumen soweit
wie möglich auszugleichen, die mit der Abkühlung der Schmelze in der
Form Hand in Hand geht. Diesen Nachdruck braucht man so lange, bis
die Schmelze versiegelt ist. Die Nachdruckzeit muss lang genug sein,
dass der Spritzling keine Einfallstellen mehr bekommt, aber nicht so lang,
dass er sich beim Entformen verzieht. Diese Zeit wird rein empirisch ermittelt
und dann durch eine Zeituhr gesteuert.
Wie weiter vor erwähnt, ist die Schnecke axial verschiebbar und weicht
nach hinten zurück, wenn der Kunststoff den Sammelraum füllt.
Mit der Förderung des Materials nach vorn verdrängt sich die
Schnecke selbst nach hinten. Um des besseren Plastizierens willen,
soll ein gewisser Druck im Sammelraum und im vorderen Teil des
Schneckenkanals herrschen.
Nach dem Spritzen befindet sich der Kolben vorn im Zylinder, d. h. der
Hydraulikzylinder ist noch mit Öl gefüllt. Wenn die Schnecke beim
Rotieren von der Masse im Sammelraum zurückgedrängt wird,
muss sie das Öl aus dem Hydraulikzylinder herausdrücken.
Die Schmelze findet zunächst einfach aus diesem Grunde schon
einen Widerstand, der aber noch nicht groß genug ist. Um den notwendigen
Staudruck zu erzeugen, wird der Abfluss des Öls mit einem Drosselventil noch
weiter verzögert.
Die Höhe des Staudrucks ist begrenzt. Man braucht zwar einen
gewissen Staudruck damit die Schmelze gleichmäßig wird und
kein halbaufgeschmolzenes Granulat in den
Sammelraum gelangen kann. Erhöht man den Staudruck aber zu stark, dann wird die Massetemperatur zu hoch, und das Material kann thermisch geschädigt werden.
Durch die vielfältigen Möglichkeiten bei der Wahl der Bauteilgeometrie, des genauen Spritzverfahrens und des Werkstoffes, können beim Spritzprozess bzw. beim fertigen Bauteil verschiedene, meist unerwünschte, Effekte auftreten. Angusshöfe, bei denen die Oberflächenstruktur und -Form vom restlichen Bauteil abweicht, entstehen an der Schnittstelle zwischen Anguss und eigentlichem Bauteil. Gründe hierfür können eine lokale Umorientierung der Moleküle des Werkstoffs, zu hohe Einspritzgeschwindigkeit oder zu geringe Prozesstemperaturen sein. Lufteinschlüsse entstehen bei schlecht gewählter Bauteilgeometrie, zu niedrigen Prozesstemperaturen, zu hoher Einspritzgeschwindigkeit oder mangelhafter Entlüftung. Werden solche Lufteinschlüsse durch den Prozess stark verdichtet, so kann es zu lokal sehr hohen Temperaturen und in deren Folge zu Verkohlungen im Bauteil kommen. Hierbei spricht man auch vom Dieseleffekt. Einfallstellen und generell Verzug, also die Abweichung der Bauteilform von der eigentlich gewünschten, entstehen nach dem Ausformen, beim Abkühlen. Hierfür sind vielfältige Faktoren zu berücksichtigen. Bei der Wahl der Bauteilgeometrie können etwa Massenanhäufungen durch lokal unterschiedliche Wandstärken des Bauteils dazu führen, dass die einzelnen Bereiche beim Abkühlen verschieden stark schrumpfen oder auch unterschiedlich schnell abkühlen. Auch eine nicht optimale Prozesstemperatur oder seltener ein nicht genügend homogener Ausgangsstoff können diese Probleme verursachen.
Zuletzt geändert 27.02.16


























